


| Наименование государства | Наименование национального органа стандартизации |
| Республика Азербайджан | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Белстандарт |
| Республика Грузия | Грузстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Узбекистан | Республика Узбекистан |
| Украина | Госстандарт Украины |
| Номинальный | Параметры периодического профиля | Размеры маркировочных знаков | |||||||||||
| диаметр | c, не | ||||||||||||
| арматурной стали | не менее | номина- льный |
отклонения при точности | более | |||||||||
| номер профиля | обычной | повышенной | |||||||||||
| 6 | 5,8 | 0,4 | 7,0 | +0,8 | 5 | 0,6 | 1,0 | 1,9 | 0,4 | 2 | |||
| 8 | 7,7 | 0,6 | 9,3 | -1,0 | 6 | 0,8 | 1,25 | 2,05 | 0,6 | ||||
| 10 | 9,5 | 0,8 | 11,5 | +0,9 | ± 0,6 | 7 | 1,0 | 1,5 | 3,1 | 0,8 | 4 | ||
| 12 | 11,3 | 1,0 | 13,7 | -1,6 | 8 | 1,2 | 3,8 | 1,8 | 3 | ||||
| 14 | 13,3 | 1,1 | 15,9 | 9 | 1,4 | 4,4 | 1,1 | ||||||
| 16 | 15,2 | 1,2 | 18,0 | 10 | 1,6 | 5,0 | 1,2 | ||||||
| 18 | 17,1 | 1,3 | 20,1 | +1,2 | 11 | 1,8 | 2,0 | 5,6 | 1,3 | 3 | |||
| 20 | 19,1 | 1,4 | 22,3 | -1,8 | ± 0,8 | 12 | 2,0 | 6,3 | 1,4 | 5 | |||
| 22 | 21,1 | 1,5 | 24,5 | 14 | 2,2 | 6,9 | 1,5 | ||||||
| 25 | 24,1 | 1,6 | 27,7 | 15 | 2,5 | 7,9 | 1,6 | 4 | |||||
| 28 | 27,0 | 1,8 | 31,0 | 17 | 2,8 | 2,5 | 8,8 | 1,8 | |||||
| 32 | 30,7 | 2,0 | 35,1 | +1,7 | ± 1, 2 | 18 | 3,2 | 10,0 | 2,0 | ||||
| 36 | 34,5 | 2,3 | 39,5 | -2,5 | 19 | 3,6 | 3,0 | 11,3 | 2,3 | 6 | |||
| 40 | 38,4 | 2,5 | 43,8 | 20 | 4,0 | 12,5 | 2,5 | ||||||
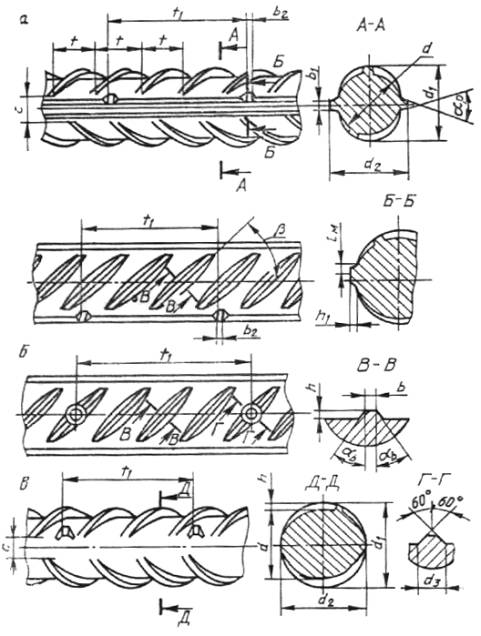
4.4 Арматурная сталь с профилем, соответствующим рисунку 1, представляет собой круглые стержни с двумя продольными ребрами или без них и с расположенными под углом к продольной оси стержня поперечными серповидными выступами высотой по середине, не пересекающимися с продольными ребрами и идущими по многозаходной винтовой линии, имеющей на сторонах профиля разное направление.
4.4.1 Угол между поперечными выступами и продольной осью стержня рекомендуется принимать равным 45°.
Допускается указанный угол принимать от 35 до 70°.
4.4.2 Угол наклона боковых граней поперечных выступов должен быть от 30 до 45°.
4.4.3. Расстояние между окончаниями поперечных выступов С не должно превышать значений, указанных в таблице 1.
4.4.4 Для арматурной стали диаметрами 6, 8 и 10 мм допускается сопряжение продольного ребра с поперечными выступами равной высоты при отношении
Значения и допускаемые отклонения размера соответствуют приведенным в таблице 1 для размера .
Овальность стержней (разность между и в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по размеру .
4.4.5 Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом прокате их не контролируют.
4.5 Номинальные диаметры арматурной стали, площади поперечного сечения, линейная плотность (масса стержня длиной 1 м), предельные отклонения по размерам и массе, овальность и кривизна стержней должны соответствовать установленным таблицей 1 и ГОСТ 5781.
Примечание - Номинальный диаметр арматурной стали периодического профиля (номер профиля) соответствует номинальному диаметру равновеликой по площади поперечного сечения гладкой арматурной стали.
4.6 Арматурную сталь диаметром 10 мм и более изготовляют в виде стержней длиной, оговоренной в заказе.
Арматурная сталь диаметрами 6 и 8 мм изготовляется в мотках. Изготовление арматурной стали классов Ат400С, Ат500С и Ат600С диаметром 10 мм допускается в мотках.
4.6.1 Стержни изготовляют мерной длины от 5,3 до 13,5 м. Допускается изготовление стержней мерной длиной до 26 м.
Длина стержней - по требованию потребителя.
4.6.2 Свариваемую арматурную сталь допускается поставлять в виде стержней:
- мерной длины с немерными отрезками длиной не менее 2 м в количестве не более 15% массы партии;4.7 Предельные отклонения по длине стержней мерной длины должны соответствовать требованиям ГОСТ 5781.
- немерной длины от 6 до 12м. В партии такой арматурной стали допускается наличие стержней длиной от 3 до 6 м в количестве не более 7 % массы партии.
4.8 Обозначение арматурной стали должно содержать:
- номинальный диаметр (номер профиля), мм;Примеры условного обозначения
- обозначение класса прочности (4.1);
- обозначение ее эксплуатационных характеристик - свариваемости (индекс С), стойкости против коррозионного растрескивания (индекс К).
Арматурная сталь диаметром 20 мм, класса прочности Ат800:
20Ат800 ГОСТ 10884-94
То же, диаметром 10 мм, класса прочности Ат400, свариваемой (С):
10Ат400С ГОСТ 10884-94
То же, диаметром 16 мм, класса прочности Ат600, стойкой против коррозионного растрескивания (К):16Ат600К ГОСТ 10884-94
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1 Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.5.2 Арматурная сталь изготовляется из углеродистой и низколегированной стали с массовой долей химических элементов по ковшовой пробе, приведенной в таблице 2.
| Класс | Массовая доля химических элементов, % | ||||
| арматурной | углерода | марганца | кремния | серы | фосфора |
| стали | не более | не более | |||
| Ат400С | 0,24 | 0,5-1,5 | Не более | ||
| Ат500С | 0,065 | ||||
| Ат600С, Ат600К, Ат800, Ат1000, Ат1000К |
0,32 | 0,6-2,3 | 0,6-2,4 | 0,045 | 0,045 |
| Ат1200 | 0,6-1,0 | 1,5-2,3 | |||
Примечания:
1. Для арматурной стали классов Ат400С и Ат500С при обеспечении механических свойств и свариваемости допускается массовая доля кремния до 1,2%.
2. Для арматурной стали класса Ат500С допускается массовая доля углерода не более 0,37%.
3. Рекомендуемые марки стали и их химический состав приведены в приложения А.
5.3 Для свариваемой арматурной стали класса Ат400С углеродный эквивалент, определяемый по формуле
 , должен быть не менее 0,32%, класса Ат500С - не менее 0,40%, класса Ат600С - не менее 0,44%.
, должен быть не менее 0,32%, класса Ат500С - не менее 0,40%, класса Ат600С - не менее 0,44%.В указанной формуле - массовая доля соответствующих химических элементов.
5.4 Предельные отклонения по химическому составу в готовом прокате от норм, установленных таблицей 2, должны соответствовать приведенным в таблице 3.
Таблица 3
| Химический элемент | Предельные отклонения, % |
| Углерод | +0,02 |
| Марганец | +0,10 |
| Кремний | 0,005 |
| Фосфор | +0,005 |
5.5 Свариваемость и стойкость против коррозионного растрескивания арматурной стали обеспечиваются химическим составом и технологией изготовления в соответствии с приложением Б.
5.6 Механические свойства арматурной стали до и после электронагрева, а также результаты испытаний ее на изгиб должны соответствовать требованиям, установленным таблицей 4.
Статистические показатели механических свойств арматурной стали должны соответствовать установленным таблицей 5 и приложением В.
Таблица 4
| Класс | Механические свойства | Испытание | Диаметр | |||||
| прочности | Номинальные | Температура | временное | Условный или | Относительное удлинение, % | на изгиб в | оправки | |
| арматурной стали | диаметры, мм | электронагрева, °С | сопротивление разрыву , Н/мм2 | физический предел текучести , Н/мм2 | холодном состоянии, градус | (d - номинальный диаметр | ||
| не менее | стержня | |||||||
| Ат400 | 6-40 | - | 550 | 440 | 16 | - | 90 | 3d |
| Ат500 | 6-40 | - | 600 | 500 | 14 | - | 90 | 3d |
| Ат600 | 10-40 | 400 | 800 | 600 | 12 | 4 | 45 | 5d |
| Ат800 | 10-32* | 400 | 1000 | 800 | 8 | 2 | 45 | 5d |
| Ат1000 | 10-32 | 450 | 1250 | 1000 | 7 | 2 | 45 | 5d |
| Ат1200 | 10-32 | 450 | 1450 | 1200 | 6 | 2 | 45 | 5d< |

